It is a multi-level computer system consisting of a process control level and a process monitoring level, which is a communication network. It integrates computer, communication, display and control 4C technologies. The basic idea is decentralized control, centralized operation, hierarchical management, Flexible configuration and easy configuration.
In special control areas, such as nuclear power plant control systems, the meaning of DCS is incorrectly called the digital control system (Digital control system), which is still a distributed operating system.
Overview
First, the backbone of DCS—the system network, which is the foundation and core of DCS. Since the network plays a decisive role in the real-time, reliability and scalability of the entire DCS system, all manufacturers have carefully designed this aspect. For a system network of DCS, it must meet the requirements of real-time performance, that is, complete the transmission of information within a certain time limit. The time limit of "determination" mentioned here means that in any case, information transmission can be completed within this time limit, and this time limit is determined according to the real-time requirements of the controlled process. Therefore, the measure of system network performance is not the rate of the network, which is commonly referred to as the number of bits per second (bps), but the real-time nature of the system network, that is, how long the required information can be transmitted. .
The system network must also be very reliable, and network communication can't be interrupted under any circumstances. Therefore, DCS of most manufacturers adopts a dual bus, ring or double star network topology. In order to meet the requirements of system scalability, the maximum number of nodes that can be accessed on the system network should be several times larger than the number of nodes actually used. In this way, on the one hand, new nodes can be added at any time, and on the other hand, the system network can be operated in a light communication load state to ensure real-time and reliability of the system. During the actual operation of the system, the Internet access and the offline network of each node may occur at any time, especially the operator station. In this way, network reconfiguration will be performed frequently, and such operation must not affect the normal operation of the system. Therefore, the system The network should have strong online network reconfiguration capabilities.
DCS
Second, it is a network node that is fully capable of handling field I/O and implementing Direct Digital Control (DDC) functionality. In general, a set of DCS should set up an on-site I/O control station to share the I/O and control functions of the entire system. In this way, the failure of the entire system due to failure of one site can be avoided, the reliability of the system can be improved, and the data collection and control functions can be shared by each site, which is beneficial to improving the performance of the entire system. The operator station of the DCS is a network node that handles all human machine interface (HMI-HumanMachineInterface or operatorinterface) functions related to the operation.
The engineering station is a network node for offline configuration, configuration work and online system supervision, control and maintenance of DCS. Its main function is to provide tool software (ie configuration software) for configuring and configuring DCS, and When the DCS is running online, the operation status of each node on the DCS network is monitored in real time, so that the system engineer can adjust the system configuration and some system parameter settings in time through the engineering station, so that the DCS is in the best working state at any time. Unlike centralized control systems, all DCS require a system configuration function. It can be said that a system without a system configuration function cannot be called a DCS.
The 6000m3 air separation plant of Hanzhong Iron and Steel Co., Ltd. Oxygen Plant was put into operation in April 2003, and it is equipped with the MACS-SmartproDCS control system of Beijing Hollysys. MACS is a new generation of large DCS control system designed by Hollysys. The system adopts the world's advanced field bus technology (Profibus-DP bus), realizes computer monitoring of the control system, has the advantages of high reliability, strong applicability, etc. It is a perfect, economical and reliable control system. The use of the DCS system not only makes Hangang's automation level a new level, but also a strong guarantee for the normal operation of the 6000m3 air separation system.
1DCS structure and composition1.1 Hangang oxygen DCS system structure diagram (as shown in Figure 1)
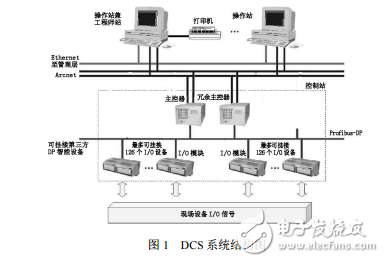
1.2 Management Monitoring Station
Hankang Oxygen DCS control adopts Beijing Helix DCS system, model is SmartPro. The upper layer is equipped with two computers for real-time comprehensive monitoring and operation of the DCS operation, one of which serves as an engineering station and an operation station, and the other is an operation station. The operator station computer software uses the company's FacView as the monitoring platform and runs independent projects. Any one of the exits will not affect the operation of the other computer. The control algorithm software ConMaker is installed on the engineering station to modify and monitor the DCS control program.
1.3 On-site control station The on-site control station is equipped with two redundant main control units (FM811). The main control unit has hardware redundancy switching circuit and fault self-test circuit. The two main control units perform hot backup. They receive network data at the same time. The two main control units simultaneously perform control operations, but only one output operation result, and the data is updated in real time through the dual port RAM. Once the main control unit in operation fails, the backup main control unit automatically enters the working state, and the switching process is undisturbed.
1.4 Network redundancy
The network of the MACS system is divided into three levels: the monitoring network (ie MNET), the system network (ie SNET) and the control network (ie CNET). The monitoring network realizes the interconnection of the engineering station, the operator station and the system server. The system network realizes the interconnection of the field control station and the system server, and the control network realizes the connection and communication between the field control station and the process I/O unit. Two sets of SNET network interface circuits are designed on each multifunction card of the main control unit to implement the redundant structure of the SNET network. Therefore, the system network implements redundant configuration.
1.5 power redundancy
The system power module is specially designed, with high power and good stability. Both of them are redundantly configured. The two power supplies are used in parallel and flow-average operation. When one of the faults occurs, the other automatically assumes the full load.
The Hankang Oxygen DCS system is equipped with eight power modules, two of which are redundant.
1.6I/O module
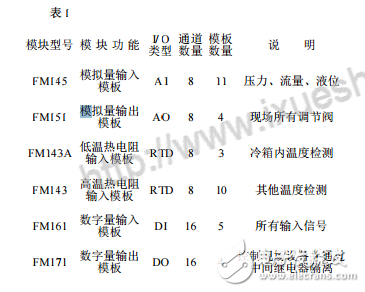
The on-site control station realizes the intelligence of all I/O modules, effectively distributes the control to each I/O module, reduces the burden on the main control unit/main control module, and improves the board-level operational status detection and fault diagnosis capabilities. The Profibus-DP bus technology is used to replace the traditional parallel bus, so that the faults of each module are effectively isolated. All modules have isolation circuitry that isolates the interference source that is plugged into the channel from the system. All modules on the field control station are equipped with a CPU, and each template is periodically self-diagnosed. Moreover, due to special protection measures, the main control unit and all modules (AI, AO, DI, DO) in the system can be plugged in and out, which will not affect the operation of the system. This ensures that when some modules fail, maintenance personnel can quickly replace without power failure, thus shortening the troubleshooting time. The use of I/O templates for Hangang Oxygen DCS system is shown in Table 1:
The Hankang Oxygen DCS System contains the following control content.
2.1 air compressor
The air compressor system detects the shaft temperature of the air compressor, the main motor, the lubricating oil temperature, pressure and intake and exhaust temperature and pressure, air compressor shaft vibration measurement, cooling water temperature and pressure. There are mainly the following important contents:
(1) Air compressor anti-surge SV1015 valve automatic adjustment and interlock control
The SV1015 anti-surge valve is a gas shut-off valve that will automatically open if the solenoid valve loses power. After the air compressor is turned on, the SV1015 valve is put into automatic operation, and the compressor discharge pressure is automatically adjusted according to the set value. The SV1015 valve in this system is automatically adjusted to be smooth and accurate, and fully meets the design requirements. In addition, a series of interlocking conditions are designed for the valve, which effectively prevents the SV1015 valve from malfunctioning.
(2) Air compressor operation safety protection interlock control
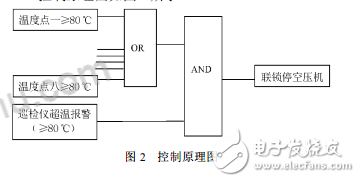
The air compressor is the most important component in the air separation plant, and its normality directly affects the normal operation of the air separation system. Therefore, air compressor safety interlock protection is also very important. Among them, the air compressor I to IV shaft temperature and the size of the gear temperature have two thermal resistances to detect the temperature at each point, one of which introduces the DCS system to realize the interlock protection (any temperature point ≥ 80 °C interlocking shutdown ), the other way is displayed on the field instrument panel inspection instrument. In the actual production, there have been two times due to the damage of the resistor itself, resulting in the interlocking of the air compressor. In order to prevent this kind of malfunction, we will change the on-site inspection instrument to the inspection controller, and the inspection controller The over-limit alarm output signal is connected to the DCS, which is in phase with the previously connected temperature comparison signal, thereby effectively eliminating the malfunction caused by the thermal resistance. After modifying the control program, the air compressor never showed any malfunction or malfunction.
The control schematic is shown in Figure 2.
2.2 pre-cooling system
The pre-cooling system mainly includes pressure, temperature, liquid level and flow detection of the air cooling tower, water cooling tower and refrigeration unit, and the start and stop control of the refrigeration unit. At the same time, there are mainly air cooling tower liquid level automatic adjustment (V1111), water cooling tower liquid level automatic adjustment (V1138) and V1136 valve remote control adjustment.
2.3 purification system
In addition to the molecular sieve and electric heater part process detection and CO2 detection, the purification system mainly realizes the automatic interlocking of the electric heater and the automatic switching of the molecular sieve part solenoid valve. Due to the installation of equipment and other reasons, Hangang Oxygen DCS system does not use automatic switching of molecular sieves, but uses a computer centralized manual mode to complete the molecular sieve switching operation. There is a loophole in the original electric heater interlock design. Once there is no regenerative gas passing through the electric heater, and the electric heater is still heated, causing the electric heater to dry and damage the accident. After identifying the cause, we will use the MS1212 valve. The on-position signal is introduced into the interlock system, thereby effectively preventing the phenomenon of dry burning of the electric heater from happening again.
2.4 Fractionator system
The fractionation tower system detects the temperature of each part of the fractionation tower and the heat exchangers of the five groups, the resistance and pressure of the upper tower and the lower tower, the liquid oxygen level, the liquid level, the air flow into the tower, the oxygen flow of the tower, the flow of nitrogen, etc. A series of process inspections. In addition, the following important adjustments are mainly realized: automatic adjustment of liquid oxygen level (V1 valve), automatic adjustment of liquid level (V2 valve), and the like.
2.5 expander system
Han Steel's oxygen is equipped with two expanders. The DCS system mainly detects the inlet and outlet pressure and temperature of the two expanders, the inlet and outlet pressure of the booster, the nozzle pressure of the expander, the bearing temperature of the expander and the inlet oil pressure, the outlet temperature of ET1 and ET2, and the rotational speed of the two expanders. In addition, the SV443, SV444 release valve, expander inlet adjustment SV457, SV458 valve switch, expansion machine oil pump start and stop and expansion machine bearing temperature, oil pressure and expander speed interlock control, to ensure the safe operation of the expander.
2.6 pressure oxygen, nitrogen system
Han Steel's oxygen is equipped with three oxygen presses and one nitrogen press, of which the No. 3 oxygen press can be switched to a standby nitrogen press. The oxygen and nitrogen pressure system mainly detects the process temperature of the inlet and exhaust gas, pressure, lubricating oil temperature and pressure of the oxygen and nitrogen pressure machine, and also realizes the start-stop interlock control of the oxygen and nitrogen pressure machine and the oil pump.
In addition, oxygen and nitrogen reflux adjustments are also achieved.
2.7 external network voltage regulation system
The external network pressure regulating system is equipped with one oxygen balloon tank and one nitrogen balloon tank, and is provided with an oxygen pressure regulating chamber, which mainly completes the transportation of the product oxygen to the steelmaking converter, and ensures that the oxygen pressure of the converter steelmaking is stable and balanced. The external network pressure regulating system detects the oxygen and nitrogen spherical tank pressure, and sends it to the steelmaking oxygen, nitrogen pressure, and flow rate. It mainly realizes the automatic adjustment of oxygen pressure and double-channel, so that the pressure of oxygen used in steelmaking converter smelting is smoothly transported, and the smooth production of converter is guaranteed.
2.8 liquid oxygen storage tank system
Han Steel Oxygen is equipped with a 50m3 vertical liquid oxygen storage tank for liquid oxygen storage and oxygen filling. The liquid oxygen storage tank system mainly detects the pressure and liquid oxygen level in the storage tank.
3 Han Steel DCS system software and hardware configuration3.1 Software Configuration
--- Operating system: WindowsNTWorkstaTIonV410
———Control Strategy and Configuration Software: ConMaker
--- Monitoring configuration software: FaceView
———1 set of application control software for on-site control station (for special use of oxygen for Hangang)
——— 2 sets of monitoring application software for Hanyang Oxygen Operation Station (Special for oxygen production by Han Steel) 312 Hardware Configuration (1) Operation Station
———Host: Two DELLP4 computers (dual network card)
--- Display: DELL21 inch high resolution color display
———Ethernet switch: 2 8-port D-Link switches
———UPS power supply: SANTAK6KVA uninterruptible power supply 1 (2) on-site control station
———Main cabinet: 1 side of the dedicated main cabinet
———Main control unit: 2 sets of Hollysys FM811 main unit
———Power: 8 sets of Heli FM191 power supply
———I/O module: The time is FM146, FM151, FM143, FM143A, FM161, FM171 analog input and output, and the switch input and output modules are 46 pieces.
———Relay: 1 set of Siemens RS485 repeater
———Relay cabinet: output relay and switch cabinet 1
All power consumption of the DCS system is supplied by the UPS power supply. When the utility power is cut off, the UPS power supply can still provide more than one hour of power supply, ensuring the smooth operation of the DCS system operation and monitoring.
4 Hangang DCS system operation statusThe Hansang Oxygen Plant DCS system has undergone a series of tests since it was officially put into operation at the end of April 2003. It is summarized as follows:
(1) In the initial stage of the system operation, the relevant maintenance personnel were unfamiliar with the system. During the monitoring process, the system was shut down due to misoperation. After the system management authority was perfected, the phenomenon did not occur again.
(2) The electric heater is too short for the contactor to cause short circuit and arc, which damages two input points in the DCS system module. After replacing the contactor and input module, the system is normal.
(3) The DCS system has a series of inexplicable phenomena such as automatic switching of monitoring screens and automatic changes of operator permissions. After observing and judging, we confirm that the two engineering keyboards provided by Hollysys are faulty. After the keyboard is removed, the system returns to normal, and the above phenomenon has not happened.
(4) Other accidents such as the failure of the thermal resistance caused by the air compressor shutdown, the electric heater air-burning, etc., after the modification of the control procedures and the adoption of relevant protective measures, eliminate the recurrence of such accidents.
(5) The operation station monitoring screen will appear at intervals and the screen switching will be slow. We have found the loopholes in the software after testing the monitor screen software in the office, and feedback the loopholes to the loop in time. Lishi Company, the company has made corresponding changes to its procedures. After we update the monitoring software, although the screen switching slows down, although it still appears, the frequency of occurrence is greatly reduced.
(6) Except for the above situation, the overall situation of the Hancheng Oxygen DCS system is still very reliable. After more than one year of operation, there has not been a situation in which the production stopped due to the failure of the DCS itself. Han Steel's oxygen production can run smoothly for more than a year, and the DCS system has played a significant role.
Bi Directions Thyristor (Triac)
Bi Directions Thyristor (Triac) is equivalent to the antiparallel connection of two unidirectional thyristors, but only one control pole.
Bidirectional thyristors are made of N-P-N-P-N five-layer semiconductor materials, and three electrodes are also derived from the outside. Its structure is shown in the figure. Bi-directional thyristor volt-ampere characteristic curve Since the forward and reverse characteristics of the bidirectional thyristor are symmetrical, it can be turned on in any direction and is an ideal AC switching device.
Bi Directions Thyristor,Electronic Components Triac,Power Thyristor For Inverter,Silicon Power Bipolar Transistors
YANGZHOU POSITIONING TECH CO., LTD. , https://www.cndingweitech.com